Peletización
El concentrado de mineral de hierro como producto final de la explotación minera es un polvo, para continuar el proceso en la producción del acero es necesario aglomerar o peletizar este polvo en una presentación de pequeñas bolas homogéneas mejor conocidas como pellets. Estos pellets tienen un tamaño uniforme y son porosos lo que mejora el rendimiento del alto horno y evita desperdicios.
Beneficios de la aglomeración:
Temas:
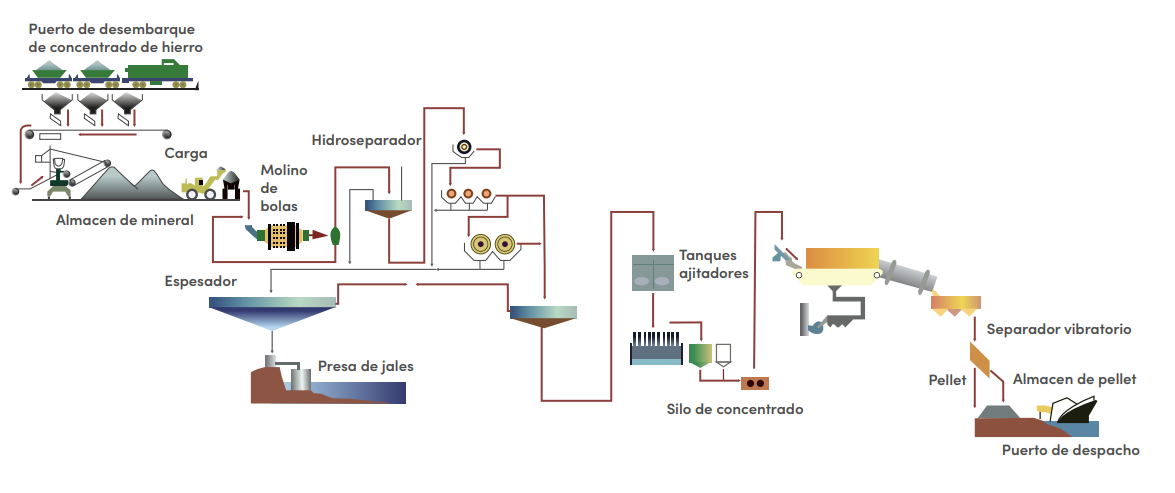
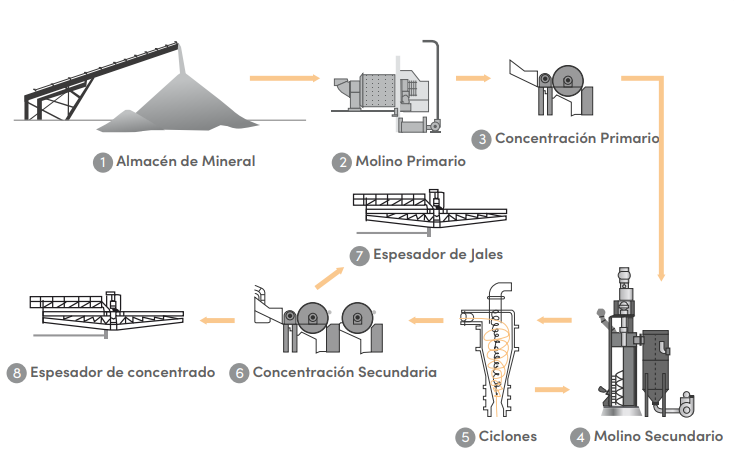
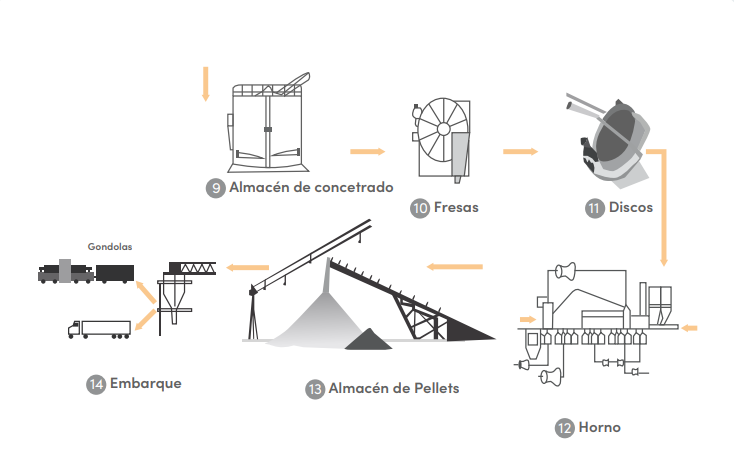
Diagrama de flujo de proceso
Molienda y clasificación húmeda
El preconcentrado es transportado desde las pilas de almacenamiento hacia la etapa de molienda que está compuesta de tres líneas de proceso.
Cada línea tiene un molino de bolas al cual se le añade agua, el mineral de hierro es reducido de tamaño con el objetivo de exponer a mayor grado el mineral útil.
El objetivo de agregar agua a la molienda es generar una clasificación húmeda, esta consiste en la separación de un conjunto de partículas de tamaños heterogéneos en dos porciones, cada una conteniendo partículas de granulometría u otra propiedad más puntual que el conjunto original. La clasificación se realiza por diferencias en el tamaño y de gravedad específica que provocan diferentes velocidades de sedimentación entre las partículas en un fluido (agua o aire), cuando sobre ellas actúan campos de fuerzas como el gravitatorio u otros, posteriormente es separado el mineral clasificado del agua mediante un sedimentador.
Concentración magnética, filtrado y balling (creación de la bola)
Concentración magnética
Al igual que para el proceso de obtención del preconcentrado, se genera una separación magnética del mineral, esto aprovechando las propiedades ferromagnéticas del hierro para así separar dicho mineral de diversas cualidades. Luego, el material ingresa a un concentrador magnético primario y otro secundario, estos concentradores son de alto poder, pudiendo atraer mediante imanes de alta intensidad y fuerza a minerales con débiles propiedades ferromagnética.
Filtrado
El material resultante del proceso anterior es espesado (secado del agua de la pulpa o mineral) y luego es dirigido a los estanques agitadores, estos agitadores se usan para mantener los sólidos en suspensión, es decir que agitan, homogenizan, mezclan o acondicionan una pulpa, de tal modo que quede lista para entrar en contacto con los reactivos y/o minimizar tiempos de flotación. Luego, el mineral del estanque agitador es llevado a un filtrado de disco, donde nuevamente es reducido el porcentaje total de agua presente, obteniéndose el producto denominado Pellet Feed, el que alimenta el proceso de Balling para producir el pellet.
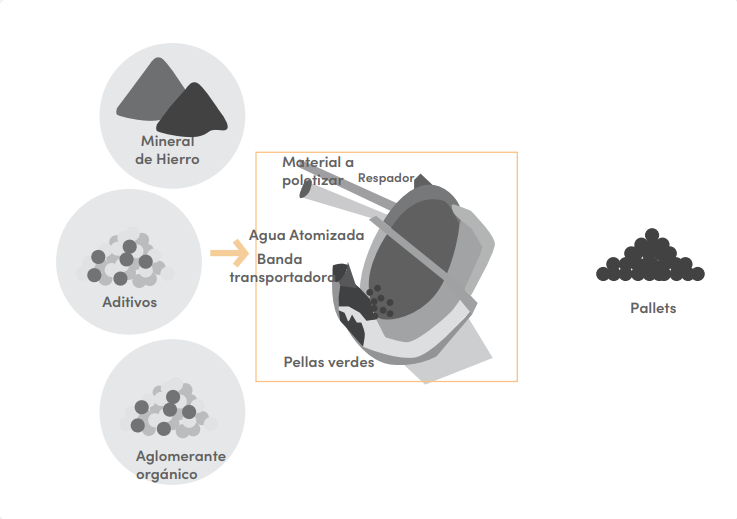
BallBallinging
El filtrado es mezclado con aditivo (caliza) en cantidad acorde con el tipo de pellet a producir y la mezcla es alimentada y transformada en pellets verdes en los discos pelletizadores donde son formados los pellets de hierro crudas. Estos pellets se trasladan mediante cintas transportadoras a hornos a altas temperaturas, donde serán cocidos.
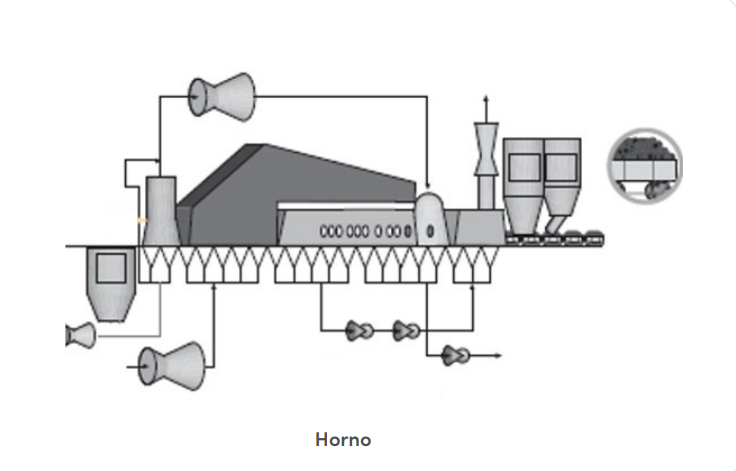
Endurecimiento térmico y almacenamiento
Los pellets previamente seleccionados son secados y calentados en un Horno de Parillas hasta una temperatura de 1.100°C. Los pellets son cocinados para mejorar sus características mecánicas, es decir, la resistencia a la presión y al índice de abrasión (resistencia a las condiciones de transporte). Luego son llevados al Horno Rotatorio, donde finalmente son endurecidos a temperaturas de aproximadamente 1.300°C y posteriormente llevadas a un enfriador. Los pellets enfriados se clasifican mediante un filtrado y pasan a almacenamiento en campos de producto donde son acopiados a la espera de ser cargados en los barcos de transporte.
Calidad, tamaño y resistencia
Ahora, después de la fabricación, tenemos que aplicar ciertas normas de calidad en los pellets. Como norma si aplican los siguientes parámetros:
Tamaño y granulometría:
Se realiza mediante un análisis de cribas, para conocer su distribución granulométrica, puntualizando contar con el mayor porcentaje entre 3/8" y 5/8" (9 mm - 12 mm) y el menor porcentaje posible abajo de 1/4 " (6.3mm). Valores mayores al 85 % entre 3/8" y 5/8 " son aceptables, así como menores a 3 % en 1/4 ".
Resistencia a la presión en frío (ASTM):
Se determina sometiendo al individualmente a los pellets una fuerza creciente de compresión generada por dos placas hasta que el pellet se rompa, en ese momento se mide la fuerza máxima (Kg) en que se destruye, para que la prueba sea representativa representativa se toma el promedio de 20 pellets por cada determinación. Valores promedio por arriba de 200 Kg/pellet son aceptables.
Índice de degradación Tumbler (ASTM):
Mide el comportamiento del pellet durante el manejo y la abrasión; la prueba se efectúa en un tambor, para el caso de la norma ASTM es de 0.914 m de diámetro por 0.457 m de longitud con dos cejas interiores de 50 mm de altura a 25 RPM se ensayan 11.3 Kg de material muestreado, se somete a 200 revoluciones; se reporta el resultado como la fracción en porciento mayor a 6.3 mm y la menor de 0.6 mm.
Otros parámetros de calidad:
